Самодельный трубогиб является одним из наиболее полезных инструментов для мастера в своей мастерской. С его помощью можно производить гибку металлических или пластиковых труб различных диаметров и форм. Главное достоинство самодельных трубогибов заключается в их доступности и простоте изготовления. В этой статье представлены чертежи, видео и фото гибочного устройства, которые помогут вам создать свой собственный трубогиб своими руками.
Самодельный трубогиб состоит из нескольких основных компонентов: рабочей площадки, привода и зажимного механизма. Рабочая площадка обычно представляет собой железную плиту с отверстиями для крепления трубы. Она служит основой для фиксации трубы и придания ей необходимой формы. Привод, в свою очередь, обеспечивает оказание силы на трубу, что позволяет ее гнуть. Большинство самодельных трубогибов используют рычажную систему или гидравлический механизм.
Для создания своего собственного трубогиба необходимо иметь некоторые навыки в работе с инструментами и материалами. Однако, благодаря доступным чертежам, видео и фото гибочного устройства, это ставит в ваши силы. Вы сможете создать инструмент, который поможет вам решить множество задач внутри и вне вашей мастерской. При этом не забудьте о безопасности и правильном применении трубогиба, следуя инструкциям и требованиям безопасности.
Создание своего собственного трубогиба может стать настоящим вызовом, но это точно приведет вас к новому уровню мастерства и полностью раскроет ваше потенциал. Специальные чертежи, видео и фото гибочного устройства позволят вам воплотить свои идеи и проекты в реальность. Не откладывайте создание этого полезного инструмента на потом, и уже скоро вы будете иметь возможность пользоваться своим собственным самодельным трубогибом, сделанным с любовью и заботой своими руками.
Самодельный трубогиб: чертежи, видео и фото гибочного устройства

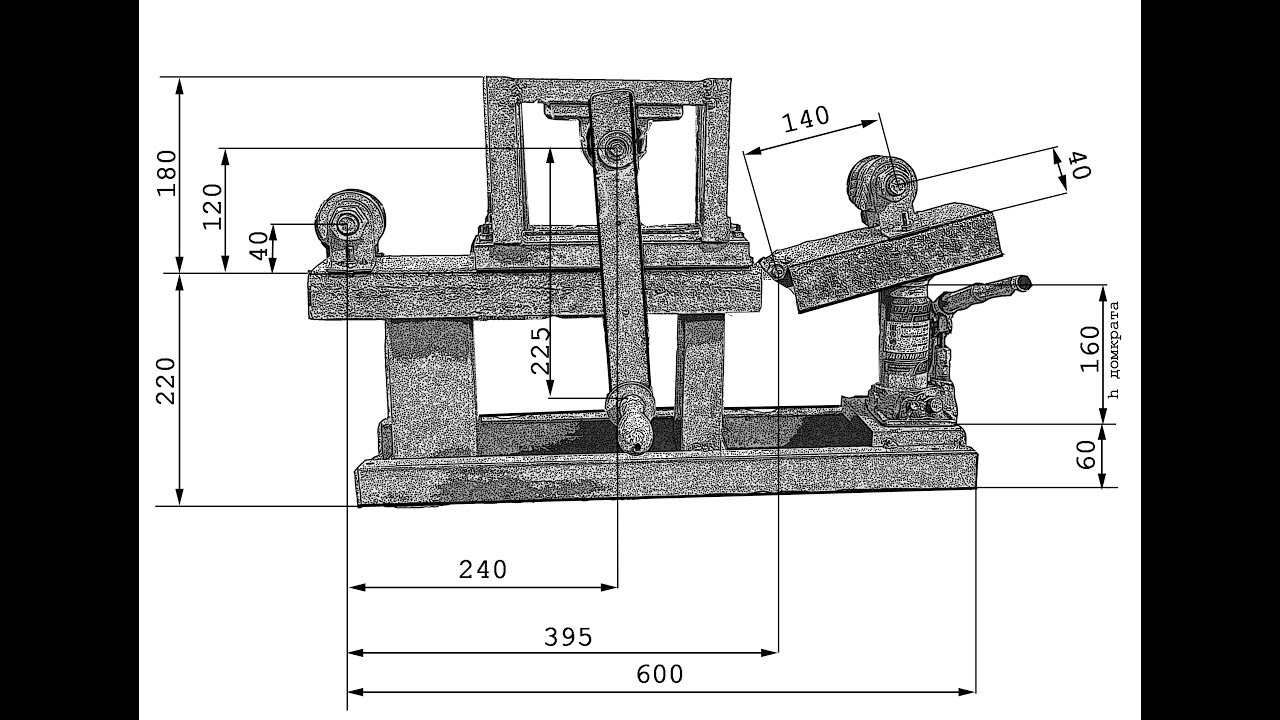
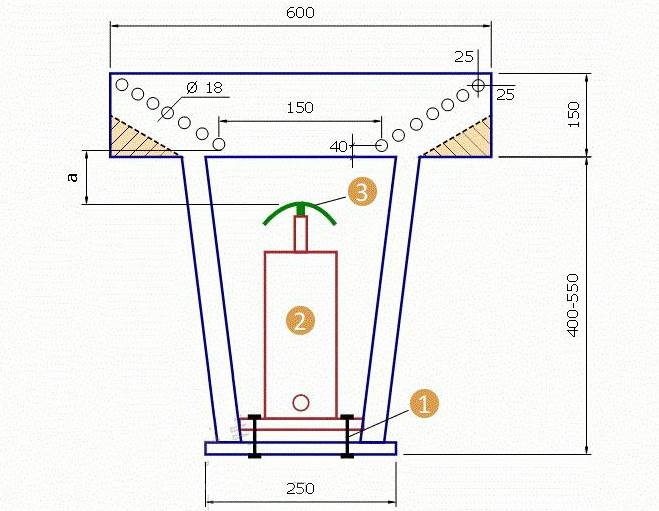
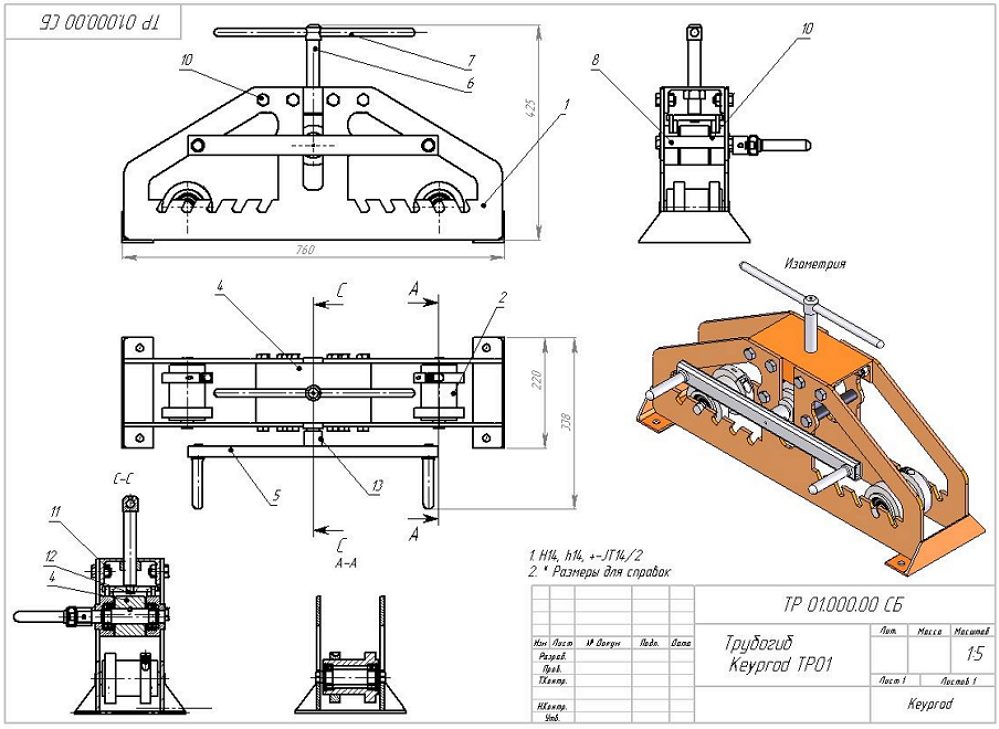
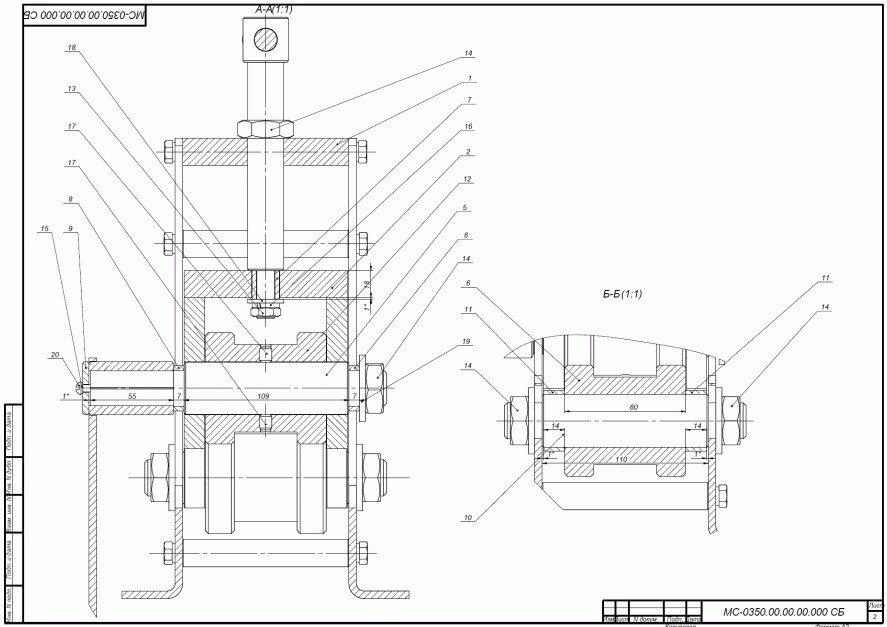
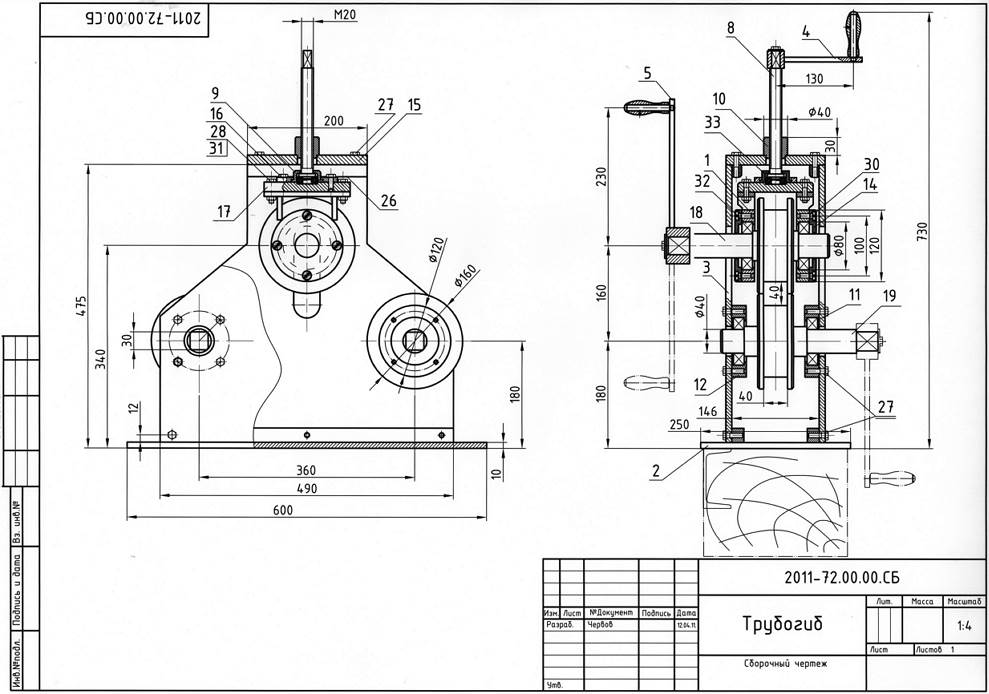
Чертежи самодельного трубогиба помогут вам разобраться в конструкции устройства и изготовить его самостоятельно. На чертежах вы найдете все необходимые размеры и подробные инструкции по сборке.
Если вам сложно представить, как работает трубогиб, то видео с демонстрацией использования гибочного устройства поможет вам лучше понять его принцип действия. Видео предлагает пошаговую инструкцию по гибке трубы и покажет, как правильно установить трубу в устройство и выполнить гибку.
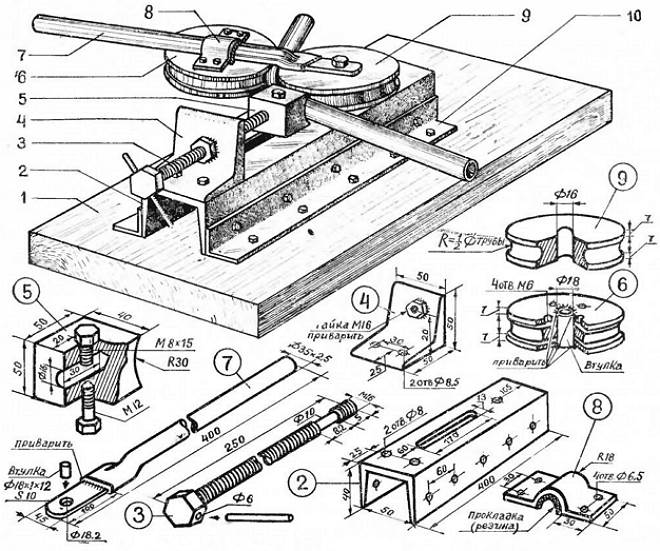
Что касается фотографий гибочного устройства, то они могут представлять собой изображения самого трубогиба, его отдельных частей или процесса гибки трубы. Фото могут быть полезными для получения визуального представления о самодельном трубогибе и его исполнении.
Собрав самодельный трубогиб по чертежам, изучив видео с инструкцией и посмотрев фотографии гибочного устройства, вы сможете успешно осуществить гибку труб под нужным углом и завершить ваш проект качественно и без лишних затрат.
Как сделать своими руками трубогиб: подробный мастер-класс
Необходимые материалы и инструменты
Для изготовления самодельного трубогиба вам понадобятся следующие материалы и инструменты:
- Стальные полосы – 2 штуки размером 60×100 мм.
- Трубка – диаметром и длиной по вашему выбору, в зависимости от того, какие трубы вы планируете гнуть.
- Стальная полоса – размером 40×50 мм. Она будет использоваться для создания ручки.
- Стальная полоса – размером 20×20 мм. Она будет использоваться для создания фиксатора.
- Болты и гайки для крепления всех деталей между собой.
- Уголок – для создания рамы трубогиба и крепления гибочного устройства.
- Болгарка или другой инструмент для резки стальных полос и трубок.
- Сварочный аппарат для соединения деталей.
Изготовление самодельного трубогиба

Следуйте этапам мастер-класса, чтобы сделать свой собственный трубогиб:
- Шаг 1: Подготовьте все необходимые инструменты и материалы.
- Шаг 2: Изготовьте раму для трубогиба из уголка и сварите ее, чтобы она была прочной и устойчивой.
- Шаг 3: Изготовьте гибочное устройство из двух стальных полос. Одна полоса должна быть закреплена на раме, а другая – с возможностью перемещения вдоль рамы.
- Шаг 4: Создайте ручку для управления гибочным устройством. Используйте для этого стальную полосу, прокрутив ее вокруг трубки и сварив концы вместе.
- Шаг 5: Прикрепите фиксатор к раме трубогиба. Он должен обеспечивать стабильное положение трубы при гибке.
- Шаг 6: Проверьте работоспособность вашего трубогиба, поставив в него трубу и попытавшись сгнуть ее под нужным углом.
Теперь у вас есть свой собственный трубогиб, который можно использовать для различных проектов в доме или в мастерской. Будьте осторожны во время работы с трубами и всегда используйте защитное снаряжение, чтобы избежать травм.
Лучшие чертежи трубогиба: выберите наиболее подходящий вариант

Самодельный трубогиб может быть незаменимым инструментом для работы с трубами различного диаметра и материала. Он позволяет изгибать трубы под нужным углом и создавать различные конструкции.
В нашем материале мы подготовили для вас лучшие чертежи самодельных трубогибов разного типа. Вы сможете выбрать наиболее подходящий вариант для вашей задачи и изготовить его своими руками.
1. Чертеж трубогиба на основе лебедки

Этот вариант трубогиба удобен в использовании и позволяет изгибать трубы под нужным углом без особых усилий. Для изготовления вам потребуется лебедка, пружины, ось и другие детали. С помощью этого чертежа вы сможете создать надежное и эффективное гибочное устройство.
2. Чертеж трубогиба на основе гидравлики

Этот вариант трубогиба позволяет изгибать трубы большого диаметра и выполнять сложные изгибы. Для работы требуется система гидравлического пресса, гидроцилиндр и другие компоненты. Чертеж позволит вам собрать надежный и мощный трубогиб, который пригодится вам для выполнения самых сложных гибок.
3. Чертеж трубогиба на основе ручного привода

Этот вариант трубогиба наиболее прост в изготовлении и эксплуатации. Для работы требуется ручной привод, ось и другие детали. С помощью этого трубогиба вы сможете изгибать трубы небольшого диаметра и создавать простые конструкции.
Выберите наиболее подходящий чертеж трубогиба в зависимости от ваших нужд и возможностей. Используйте его для изготовления собственного гибочного устройства, которое станет незаменимым помощником ваших работ по обработке труб.
Практические советы: как правильно использовать самодельный трубогиб
Самодельный трубогиб может быть незаменимым инструментом при работе с трубами различных диаметров и материалов. Однако, чтобы достичь наилучших результатов, необходимо следовать определенным правилам использования. В этом разделе мы расскажем вам о нескольких практических советах, которые помогут вам правильно использовать самодельный трубогиб.
1. Используйте подходящие материалы
Перед тем, как приступить к гибке труб, убедитесь, что выбранный вами материал подходит для работы на вашем трубогибе. Некоторые трубогибы могут быть предназначены только для работы с определенными материалами, такими как металл или пластик. Посмотрите на спецификации вашего трубогиба и убедитесь, что выбранный вами материал соответствует рекомендациям производителя.
2. Правильно установите трубу

Перед гибкой трубы, убедитесь, что она правильно установлена и надежно закреплена в трубогибе. Проверьте, что труба находится в центре гибочного устройства и не двигается, когда вы приступаете к гибке. Неправильная установка трубы может привести к неравномерной, кривой или сломанной гибке.
3. Определите необходимый угол гибки

Прежде чем начать гибку трубы, определите необходимый угол гибки. Используйте угольник или специальный инструмент для измерения и установки требуемого угла. Проинспектируйте ваш трубогиб и убедитесь, что он имеет соответствующую шкалу для измерения угла гибки. Это поможет вам достичь желаемого результата и избежать повреждения трубы.
Помните: при работе с самодельным трубогибом всегда соблюдайте меры безопасности и носите соответствующие защитные средства, такие как очки, перчатки и фартук. Также будьте внимательны и осторожны, чтобы избежать несчастных случаев.
Следуя этим практическим советам, вы сможете эффективно использовать свой самодельный трубогиб и получать качественные результаты при работе с трубами различных диаметров и материалов.
Уникальные способы применения трубогиба: видеоинструкция и результаты
Гибка труб в нестандартных формах
Одним из уникальных способов применения трубогиба является гибка труб в нестандартных формах. С помощью трубогиба вы можете создать такие формы, которые невозможно получить при обычном гибе. Это особенно полезно при производстве архитектурных элементов, декоративных изделий и других нестандартных конструкций.
Видеоинструкция ниже показывает, как с помощью трубогиба можно создать нестандартную форму из металлической трубы:
Результаты:
В результате использования трубогиба для гибки труб в нестандартных формах мы получаем уникальные изделия, которые могут быть использованы для различных целей. Такие изделия отличаются своей оригинальностью, привлекают внимание и могут стать настоящей украшением интерьера, фасада здания или садового участка.
Гибка труб в разных плоскостях

Другим уникальным способом применения трубогиба является гибка труб в разных плоскостях. Это особенно полезно в случаях, когда требуется создать сложные изгибы на трубе для ее последующего использования в качестве элементов конструкции или системы трубопроводов.
Видеоинструкция ниже показывает, как с помощью трубогиба можно гибать трубы в разных плоскостях:
Результаты:
Использование трубогиба для гибки труб в разных плоскостях позволяет создать сложные изгибы и изделия с нестандартными формами. Такие конструкции могут быть использованы в различных сферах, например, при проектировании и монтаже систем вентиляции, отопления, водоснабжения и других инженерных коммуникаций.
Трубогиб является многофункциональным инструментом, который может быть использован для выполнения различных задач. Он отлично подходит не только для обычного гиба труб, но и для создания уникальных форм и изгибов. Применяя трубогиб в нестандартных ситуациях, вы добьетесь уникальных результатов и сможете реализовать самые смелые проекты.
Вопрос-ответ:
Для чего нужен самодельный трубогиб?
Самодельный трубогиб можно использовать для гибки труб разного диаметра и материала. Он пригодится в домашних условиях или небольшой мастерской для выполнения различных строительных, ремонтных или творческих работ.
Видео:
Трубогиб для Круглой Трубы. Станок для Гибки Круглых Труб своими руками. Как Сделать Трубогиб.
Арматурогиб своими руками. Станок для гибки арматуры. Armature bender for Workshop.
Зачем покупать TIG сварку?!! Сделай её сам за пару минут.
Отзывы
alex
Отличная статья! Очень интересно узнать, как сделать самодельный трубогиб. Я всегда любил самостоятельно делать различные вещи, и такой инструмент точно будет полезен. Описанный в статье гибочный устройство выглядит простым и надежным. Благодаря подробным чертежам, видео и фото, я легко понял, как правильно собрать и использовать трубогиб. Теперь, когда у меня есть такой инструмент, смогу самостоятельно изготавливать различные изделия из металла. Большое спасибо за полезную информацию! Теперь у меня есть новый проект, который я с удовольствием реализую благодаря этой статье.
Алексей Иванов
Я прочитал эту статью с большим интересом, так как мне всегда нравится изучать различное рукоделие связанное с конструированием и созданием самодельных инструментов. Бегло просмотрев чертежи, видео и фотографии, я могу сказать, что автор очень грамотно подходит к созданию этого трубогиба. Его детальные объяснения и шаг за шагом инструкции помогают мне осознать сложность процесса и мне сразу начинается хочется создать что-то подобное своими руками. Видеоматериалы и фотографии позволили мне более наглядно представить все этапы создания гибочного устройства. Я оценил каждый шаг: от выбора и подготовки материалов до проверки и настройки готового трубогиба. Это действительно очень полезное и практичное устройство, которое может применяться в самых разных сферах: от садоводства до металлообработки. Я также заметил, что автор предоставил возможность скачать чертежи трубогиба, что, безусловно, удобно для тех, кто хочет создать свое собственное гибочное устройство. Эта статья иллюстрирует, что с правильным инструментом и детальными инструкциями каждый может справиться со сложным заданием. Спасибо автору за интересный материал и вдохновение!
Александр
Какой интересный и полезный материал! Я давно задумывался о самодельном трубогибе, но никак не мог найти подходящие чертежи и инструкции. Спасибо автору за такую подробную статью с видео и фото гибочного устройства! Теперь у меня есть всё необходимое для создания своего собственного трубогиба. Уверен, что благодаря этой информации смогу справиться с задачей. Безусловно, потребуется некоторое время и усилия, чтобы все сделать правильно, но я готов к этому вызову. Интересно будет посмотреть, как моя самодельная конструкция справится с гибкой труб разного диаметра. Уже представляю, как буду использовать трубогиб в своих проектах. Ещё раз большое спасибо за полезную информацию!